

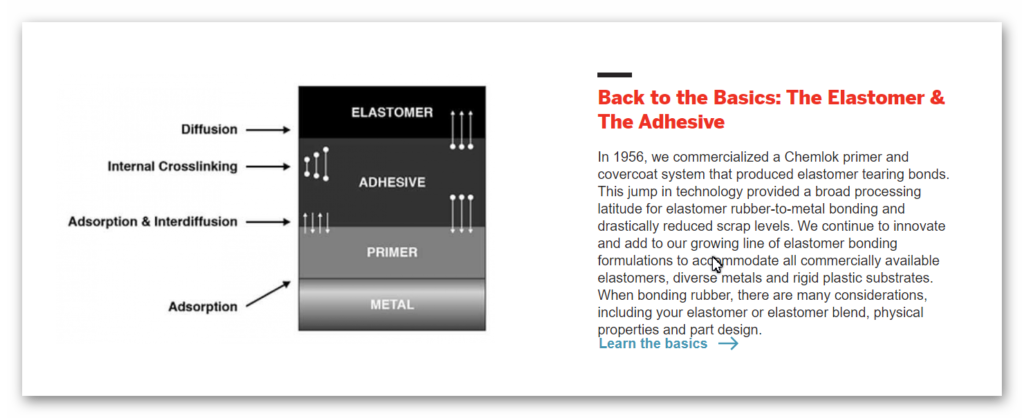
หัวใจสำคัญของการทำให้ยางติดกับเหล็กนั้นอยู่ที่ bonding agent (ตัวสร้างพันธะ) หรือตัวประสานนั่นเองสารเคมีเหล่านี้มีส่วนผสมพิเศษที่จะทำให้การยึดเกาะของเหล็กกับยางติดกันได้โดยมากแล้วจะมีสารเคมีอยู่ 2 ตัว
- ตัวที่แรก ทำหน้าที่สร้างพันธะกับเหล็ก (Primer, รองพื้น) โดยมากผู้ผลิตสารเคมีตัวนี้จะทำมาเป็นสีเทา
- ตัวที่ 2 ทำหน้าที่สร้างพันธะกับยาง (Adhesive, กาว)
หลังจากนั้น 2 ตัวก็จะสร้างพันธะติดกันเอง
ยางติดเหล็ก หรือ Rubber To metal Bonding สามารถผลิตชิ้นส่วนยางได้หลากหลายการใช้งาน ทั้งสำหรับ Automotive และ อุตสาหกรรมอื่นๆ วัตถุดิบยางก็มีหลากหลายให้เลือกใช้ตาม Spec. ความต้อการใช้งาน เช่น VITON (FKM) , EPDM , CR , NBR , HNBR , Silicone เป็นต้น
กระบวนการอัดยางติดกับโลหะ
- Material Type of Elastomer ( การเลือกชนิดของยาง )
- Surface Preparation
- Primer and Adhesive Application
- Molding
- Testing
1. Material Type of Elastomer ( การเลือกชนิดของยาง )
ในการทำให้ยางติดเหล็กนั้นเราต้องเลือกสารเคมีที่จะใช้ให้เหมาะสมกับยางของผลิตภัณฑ์นั้นด้วย
2. Surface Preparation ( การเตรียมผิวก่อนการอัดยาง )
Before being used in the bonding process though, it is essential that the bonding surfaces of the low carbon steel components be properly prepared to provide optimum bond performance. All oils must be removed from the bonding surfaces either through solvent degreasing methods or by an alkaline cleaning process. In some cases, rust may need to be removed. This can be accomplished by aluminum oxide grit blasting or machining
ก่อนที่จะนำไปใช้ในกระบวนการพันธะจำเป็นต้องเตรียมพื้นผิวการยึดติดของส่วนประกอบเหล็กกล้าคาร์บอนต่ำให้เหมาะสมเพื่อให้ได้ประสิทธิภาพการยึดเกาะที่ดีที่สุด น้ำมันทั้งหมดจะต้องถูกลบออกจากพื้นผิวพันธะทั้งผ่านวิธีการล้างไขมันด้วยตัวทำละลายหรือกระบวนการทำความสะอาดด่าง ในบางกรณีอาจจำเป็นต้องกำจัดสนิม สิ่งนี้สามารถทำได้โดยการระเบิดกรวดอลูมิเนียมออกไซด์หรือเครื่องจักรกล
In general, the recommended dry film thickness for optimum bonding performance is 0.2 to 0.4 mil for the primer and 0.5 to 1.0 mil for the adhesive. It is important to properly agitate the primer and the adhesive prior to and during the spraying process. This allows for settled ingredients to become uniformly dispersed throughout the product during application.
After going through the spraying process, drying can be done at room temperature, or it can be accelerated using a circulating air oven. After the metal components that have been sprayed with primer and adhesive are finished drying, care should be taken when handling so that the adhesive does not become contaminated. Cotton gloves should be used when handling these parts. These finished components should be used in the molding process as soon as possible. This is very important as surface contamination on a part may not be noticed until after the bonded rubber process. It may appear in the form of poor edge adhesion, low part tensile strength or part spring rates that are not to specification. This can result in costly scrap and ultimately remaking parts that should have been made correctly in the first place.
Working with and following the advice of a highly knowledgeable LORD technical representative can greatly enhance your bonding process.
Hi